

काचेमधील अनेक आरपार छिद्रे दाखवणारी सूक्ष्मदर्शी प्रतिमा (a) शीर्षदृश्य, (b) छेद दृश्य, आणि (c) मल्टि-टिप टूलच्या इलेक्ट्रोडचे मशीनिंग झाल्या नंतरचे 3D दृश्य. (श्रेय : शानू व दीक्षित, २०२५)
काच व सिरॅमिकसारख्या ठिसूळ पदार्थांचा विविध क्षेत्रात वापर वाढल्यामुळे या वस्तूंची मागणी देखील वाढली आहे. घरातील दैनंदिन वापराच्या भांड्यांपासून ते स्मार्टफोनची स्क्रीन किंवा गुंतागुंतीच्या वैद्यकीय किंवा औद्योगिक उपकरणांपर्यंत विविध वस्तूंसाठी हे पदार्थ अधिकाधिक वापरात येत आहेत. परंतु, या वस्तूंच्या निर्मिती प्रक्रियेतील अभियांत्रिकी कौशल्य व अचूकतेची दखल आपण सहसा घेत नाही. काचेला तडा जाऊ न देता त्याच्या पातळ पटलावर केलेले प्रत्येक अचूक छिद्र किंवा सिरॅमिकमधील सूक्ष्म वाहिन्यांच्या मागे वर्षानुवर्षांचे पदार्थविज्ञानातील संशोधन व अभिनव कल्पना आणि निर्मिती प्रक्रियेतील एकेक पायरी जास्तीत जास्त सुधारत नेण्याचे कष्ट दडलेले आहेत. उपकरणे जसजशी आकाराने लहान व अधिक गुंतगुंतीची होत चालली आहेत तशी या ठिसूळ पदार्थांमध्ये सूक्ष्मातिसूक्ष्म छिद्रे पाडण्याची गरज निर्माण होत आहे.
ठिसूळ पदार्थाला विशेषतः बारीक व खोल छिद्रे पाडण्याच्या प्रक्रियेसाठी वापरात असलेल्या बहुतेक पारंपरिक ड्रिलिंग पद्धती अपयशी ठरतात. पदार्थाला तडे जाणे, खडबडीत पृष्ठभाग तयार होणे किंवा अवशेष (छिद्र पाडताना निर्माण होणारा पदार्थाचा अनावश्यक चुरा) साचल्यावर ड्रिलिंग पूर्णपणे बंद पडणे असे दोष या पद्धतींमध्ये आढळतात. अलीकडील संशोधनानुसार यासाठी सर्वात प्रभावी ठरणारी पद्धत म्हणजे अल्ट्रासॉनिक-असिस्टेड इलेक्ट्रोकेमिकल डिसचार्ज मशीनिंग (UA-ECDM). याला मराठीमध्ये अल्ट्रासॉनिक-सहाय्यित विद्युतरासायनिक निर्भारण असलेली मशीनिंग प्रक्रिया असे म्हणता येईल. या प्रक्रियेमध्ये सूक्ष्म विद्युत ठिणग्या व ध्वनी लहरींचा वापर करून ठिसूळ पदार्थामध्ये छिद्र पाडले जाते. अलीकडील प्रयोग असे दर्शवतात की ठिसूळ पदार्थामध्ये अचूकतेने सूक्ष्म छिद्र पाडण्यासाठी ही पद्धत बरीच प्रभावी आहे. परंतु, ही पद्धत प्रभावी ठरण्यामागील नेमकी तांत्रिक प्रक्रिया मात्र अद्याप पुरेशी स्पष्ट झालेली नाही.
भारतीय तंत्रज्ञान संस्था मुंबई, (आयआयटी मुंबई) येथील अनुराग शानू व प्रा. प्रदीप दीक्षित यांनी केलेले नवे संशोधन या विषयावर प्रकाश टाकते.
“यापूर्वीच्या अभ्यासांमध्ये मशीनिंग मधील छिद्राची किंवा पन्हळीची खोली यांसारख्या प्रायोगिक निष्कर्षांवर प्रामुख्याने लक्ष केंद्रित केले गेले. परंतु, अल्ट्रासॉनिक कंपनांमुळे मशीनिंग मध्ये वाढणाऱ्या परिणामकारकतेमागील नेमके कारण या अभ्यासांनी स्पष्ट केलेले नाही. इलेक्ट्रोलाइटचा प्रवाह आणि पदार्थाच्या अवशेषाची गतिकी यांचे विश्लेषण करून आम्ही अवशेष काढून टाकण्याच्या कार्यक्षमतेवर कंपनाच्या आयामाचा कसा सकारात्मक परिणाम होतो, तसेच यामागील मूलभूत तत्व स्पष्ट करू शकलो,” असे सदर संशोधनाचे प्रमुख आयआयटी मुंबई येथील यंत्र अभियांत्रिकी विभागातील प्रा. प्रदीप दीक्षित यांनी नमूद केले.
धातूमध्ये छिद्रांसारखी सूक्ष्मवैशिष्ट्ये तयार करण्यासाठी विद्युत मशीनिंग तंत्रे किंवा लेझर कटींगचा वापर योग्य ठरतो कारण धातू विद्युत संवाहक असून त्यातून उष्णता अधिक प्रभावीपणे बाहेर पडून ते गार होऊ शकतात. परंतु, काच व सिरॅमिकसारख्या विद्युत अवाहक पदार्थांसाठी ही तंत्रे वापरता येत नाहीत, कारण विद्युत मशीनिंग प्रक्रिया पदार्थामधून विद्युत प्रवाह वाहण्यावर अवलंबून असते. तसेच, लेझर कटींग प्रक्रियेमध्ये बरेच वेळा अतिरिक्त उष्णता निर्माण होते. हे पदार्थ ठिसूळ असून त्यांमध्ये उष्णतेचे संवहन कमकुवत असते व त्यामुळे उष्णता वाढल्यावर पदार्थाला तडे जातात.
विद्युत आवाहक पदार्थांसाठी अल्ट्रासॉनिक-असिस्टेड इलेक्ट्रोकेमिकल डिसचार्ज मशीनिंग (यूए-इसीडीएम) या पद्धतीला पसंती असते. यामध्ये छिद्र किंवा तत्सम वैशिष्ट्ये तयार करण्यासाठी क्षारीय किंवा इलेक्ट्रोलाइट द्रावणामध्ये विद्युत निर्भारण (इलेक्ट्रिकल डिस्चार्ज) प्रक्रियेचा वापर केला जातो. इसीडीएम द्वारे नियंत्रित पद्धतीने विजेचे बोल्ट (लायटनिंग बोल्ट) तयार केले जातात व त्याद्वारे द्रावणाशी सतत परस्परक्रिया करत काचेच्या बारीक कणांचे बाष्पन होऊन छिद्र तयार होते. यामध्ये ताजे इलेक्ट्रोलाइट ड्रिलच्या अग्रामधून प्रवाही असणे आवश्यक असते. परंतु, जसजशी छिद्राची खोली वाढत जाते तसे त्यात ड्रिल करत असलेल्या पदार्थाचे अवशेष भरत जातात व ताज्या इलेक्ट्रोलाइटचा प्रवाह सहजतेने सुरू राहू शकत नाही.
या समस्येवर उपाय म्हणून यूए-इसीडीएम पद्धत अल्ट्रासॉनिक कंपनांचा वापर करते. मानवी श्रवणक्षमतेच्या उच्चांकाच्या वरच्या वारांवारतेच्या या ध्वनी लहरी इसीडीएमची कार्यक्षमता वाढवतात असे सिद्ध झाले आहे. आयआयटी मुंबई येथील संशोधकांनी त्यांच्या नव्या अभ्यासामधून इसीडीएम सर्वोत्तम का ठरते व कंपनाच्या आयामाचे इष्टतमीकरण (ऑप्टिमायझेशन ऑफ व्हायब्रेशन अँप्लिटयूड) करून एकूण प्रभावीपणा कसा वाढतो हे स्पष्ट केले आहे.
संशोधक सांगतात की ज्या मूलभूत तत्त्वामुळे यूए-इसीडीएम प्रक्रिया उत्कृष्ट ठरते ते साधारणपणे एखाद्या नळी किंवा नालीतील अडकलेला कचरा प्लंजरने, म्हणजे मुसळी सारख्या साधनाने काढण्यासारखेच आहे. यामध्ये अल्ट्रासॉनिक कंपनांची एक विशिष्ट वारंवारता, अडकलेले अवशेष मोकळे करण्यास मदत करते व द्रावण आत प्रवाही होऊ शकते. ही प्रक्रिया प्लंजरमुळे निर्माण होणाऱ्या दाबाच्या लयबद्ध बदलांमुळे नळीतील अडकलेले अडथळे दूर होण्याप्रमाणेच आहे.
“कल्पना करा की पाणी आणि साखरेच्या दाण्यांनी भरलेल्या एका मोठ्या ग्लासच्या आतमध्ये एक लहान ग्लास वर-खाली केला जात आहे. लहान ग्लासच्या हालचालीमुळे मोठ्या ग्लास मधील पाणी व साखर विस्थापित होऊन त्यांचे अभिसरण होते. त्याचप्रमाणे, यूए-इसीडीएम प्रक्रियेमध्ये उपकरणातील अल्ट्रासॉनिक कंपने इलेक्ट्रोलाइटवर सूक्ष्म पातळीवर बल लागू करतात. या गतीमुळे मशीनिंग प्रक्रियेतील फटींमध्ये अडकलेले अवशेष बाहेर पडतात आणि ताजे इलेक्ट्रोलाइट खेळते होते. अल्ट्रासॉनिक कंपनांद्वारे आंदोलने निर्माण केल्यानंतर अडकलेला गाळ निघून जाण्याची एकूण प्रक्रिया लक्षणीयरित्या सुधारली. पारंपरिक इसीडीएम पद्धतीच्या तुलनेत या पद्धतीचा (ड्रिल होणाऱ्या पदार्थाचे) अवशेष बाहेर काढण्याचा दर ३३% ने अधिक असल्याचे आढळले,” अशी विस्तृत माहिती प्रा. दीक्षित यांनी दिली.
प्रक्रियेमधील मूलभूत तत्वे जाणून घेणे हा सदर अभ्यासाचा एक भाग होता. त्याचबरोबर, एकूण कार्यक्षमता वाढवण्याच्या दृष्टीने संशोधकांना कंपनांच्या आयामाचे (व्हायब्रेशन अँप्लिट्यूड) इष्टतमीकरण करायचे होते. कमी कंपन आयामांमध्ये द्रावणाच्या अभिसरणाची तीव्रता अवशेष प्रभावीपणे बाजूला करण्यासाठी पुरेशी नसू शकते, आणि उच्च आयाम (हाय अँप्लिट्यूड) असताना अतिरिक्त आंदोलने निर्माण झाल्यामुळे छिद्र पाडायचे उपकरण किंवा पदार्थ तुटण्याची शक्यता असते. ही समस्या सोडवण्यासाठी संशोधकांनी त्रिमितीय (3D) न्यूमेरिकल सिम्युलेशन करून त्याद्वारे वेगवेगळ्या कंपन आयामांच्या अंतर्गत इलेक्ट्रोलाइटचा प्रवाह व त्यामुळे होणाऱ्या अवशेषाच्या हालचालीचे विश्लेषण केले.
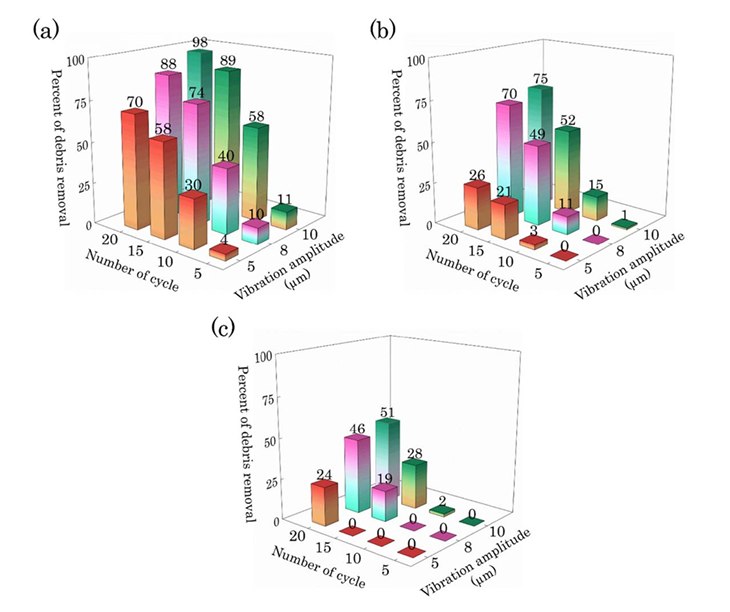
वरील आकृतीमध्ये दाखवल्याप्रमाणे, अनुरूपणाच्या (सिम्युलेशनच्या) निष्कर्षांमधून असे दिसून आले की अवशेष बाहेर काढण्यासाठी उच्च अल्ट्रासॉनिक कंपने विविध कंपन आयाम असताना विविध कार्यक्षमता पातळीवर सहाय्यक ठरतात. जेव्हा उपकरण उच्च आयामामध्ये कंप पावले (साधारण ८ ते १० मायक्रोमीटर्स) तेव्हा केवळ काही कंप आवर्तनांनंतर खोल सूक्ष्मछिद्राच्या आतील भागातूनही जवळपास सर्व अवशेष कण बाहेर पडले असे आढळले. आयाम कमी असताना, अवशेषाचे कण मागे राहिले व ते मशीनिंग मुळे तयार झालेल्या फटींमध्ये अडकून बसल्याचे आढळले. एकूण प्रयोगातून कंपन आयामाची एक अशी इष्टतम पातळी सापडली जेथे प्रणालीमध्ये कमीतकमी आंदोलने निर्माण होतील व जास्तीतजास्त अवशेष बाहेर काढले जातील.
या निष्कर्षांचे परीक्षण व सत्यापन करण्यासाठी, संशोधकांनी भौतिक प्रयोग करून निरीक्षणे नोंदवली आणि संबंधित मापदंड निश्चित केले. प्रयोगासाठी संशोधकांनी १.१ मिमी जाडीच्या काचेच्या अधःस्तरावर (सब्सट्रेट), ज्याचे अग्र बदलता येते अशा उपकरणाने (मल्टि-टिप टूल) नऊ आरपार छिद्रे केली. धातूच्या या उपकरणाला २० किलोहर्ट्झ वारंवारतेने (म्हणजे प्रतिक्षणी २०,००० पेक्षा अधिक वेळा) ५–१० मायक्रोमीटर वर-खाली होत कंपन दिले गेले. या अल्ट्रासॉनिक कंपांमुळे सूक्ष्म छिद्रांतील इलेक्ट्रोलाइट द्रावणाची हालचाल झाली व त्यामुळे त्याच्या प्रवाहात लक्षणीय सुधारणा होऊन, उपकरणाच्या अग्रापर्यंत द्रावण पोहोचण्यास मदत झाली.
या प्रक्रियेमुळे ड्रिल होणाऱ्या पदार्थाचे अवशेष काढून टाकण्याच्या एकूण कार्यक्षमतेत सुमारे ५०% इतकी लक्षणीय वाढ झाली. जलद गती कॅमेरे आणि एनर्जी-डिस्पर्सिव्ह स्पेक्ट्रोस्कोपी या उपकरणांच्या सहाय्याने या प्रक्रियेची नोंद करण्यात आली. एनर्जी-डिस्पर्सिव्ह स्पेक्ट्रोस्कोपी हे एक विशिष्ट सूक्ष्मदर्शक तंत्र असून याद्वारे पदार्थातील मूलद्रव्यांची संरचना ओळखता येऊ शकते. ‘जर्नल ऑफ इलेक्ट्रोकेमिकल सोसायटी’ या विज्ञानपत्रिकेमध्ये प्रसिद्ध झालेल्या या निरीक्षणांमधून छिद्र पडायच्या भागातील अवशेष काढण्याची कार्यक्षमता वाढविण्यात अल्ट्रासॉनिक कंपने कशाप्रकारे आणि नेमक्या कोणत्या कंपन आयाम वापरून परिणामकारकरित्या मदत करतात हे स्पष्ट झाले. या पद्धतीद्वारे निर्माण झालेल्या छिद्रांचे खोली-ते-व्यास गुणोत्तर सुमारे २.५ होते, म्हणजेच ती छिद्रे त्यांच्या व्यासाच्या २.५ पट खोल होती. या प्रक्रियेतील छिद्रे पारंपरिक इसीडीएम प्रक्रियेतील छिद्रांच्या तुलनेत सुमारे ३३% अधिक खोल होती आणि त्यांचे खोली-ते-व्यास गुणोत्तर १६% ने जास्त होते.
“जेव्हा सोडालाईम, बोरोसिलिकेट काच, फ्युज्ड सिलिका, पॉलिमर-आधारित संयुक्त पदार्थ (कंपोझिट्स) आणि अल्युमिना सारख्या विद्युत आवाहक पदार्थांमध्ये ब्लाइंड/आरपार छिद्रे/चॅनेल यासारख्या खोल आणि अचूक सूक्ष्म वैशिष्ट्यांची आवश्यकता असते तेव्हा यूए-इसीडीएम उपयुक्त ठरते. या तंत्राचा विशिष्ट वापर एम्बेडेड इंटिग्रेटेड पॅसिव्ह घटकांच्या निर्मितीत, थ्रू-ग्लास व्हायाज (TGVs) आधारित MEMS संवेदकांच्या 3D पॅकेजिंगमध्ये, तसेच मायक्रोफ्लुइडिक उपकरणे आणि लॅब-ऑन-चिप प्रणालींसारख्या अत्याधुनिक सूक्ष्म-अभियांत्रिकी अनुप्रयोगांमध्ये केला जाऊ शकतो,” प्रा. दीक्षित यांनी सांगितले.
या संशोधनाद्वारे एकाच वेळी अनेक आणि जास्त खोल छिद्रे पाडणे शक्य करून, तसेच छिद्रे करणाऱ्या उपकरणाच्या झिजेचे प्रमाण कमी करून उत्पादन प्रक्रियेतील अनेक महत्त्वपूर्ण आव्हानांना उत्तर देण्यात आले आहे. तरीही, संशोधकांच्या मते, छिद्राचा व्यास आणखी कमी करण्यासाठी या उपकरणाच्या (टूलच्या) अग्राच्या आकारमानाची मर्यादा ही एक प्रमुख अडचण ठरते. या अभ्यासातील उपकरणाचे शक्य असलेले सर्वात लहान अग्र सुमारे १५० मायक्रोमीटर आकाराचे होते. छिद्रे पाडणाऱ्या उपकरणाच्या निर्मिती प्रक्रियेतच काही बंधने असल्याने ही मर्यादा उद्भवते. सध्या ही उपकरणे वायर इलेक्ट्रिक डिस्चार्ज मशीनिंग (वायर-इडीएम) या तंत्राने तयार केली जात असून त्यामध्ये अतिसूक्ष्म वैशिष्ट्यांची निर्मिती करण्याच्या अंगभूत मर्यादा आहेत.
इष्टतम यूए-इसीडीएम तंत्र अधिक सूक्ष्म वैशिष्ट्यांची निर्मिती करू शकते परंतु, छिद्राचा किमान आकार हा ते तयार करणाऱ्या उपकरणाच्या टोकाच्या आकारमानावरच अवलंबून राहण्याची शक्यता आहे. भविष्यात हे तंत्र अल्युमिना सिरॅमिक्सवर लागू करण्याचा संशोधकांचा प्रयत्न राहील. अल्युमिना सिरॅमिक्स उच्च विद्युत्रोधक असूनही त्यामध्ये उष्णता वितरण क्षमता उत्तम असते. परंतु मशिनिंगसाठी हा पदार्थ काचेच्या तुलनेत अधिक कठीण असतो. पदार्थ-अभियांत्रिकीच्या क्षेत्रात लघुकरणाच्या मर्यादा सातत्याने विस्तारत असताना, सर्वात मोठी प्रगती अनेकदा अत्यंत सूक्ष्म स्तरावर साध्य होते — कधी कधी योग्य प्रमाणातील कंपनांच्या सहाय्याने.











")











")

