

काँच में बनाये कई आर-पार छेदों के सूक्ष्मदर्शी चित्र, (a) ऊपरी दृश्य, (b) अनुप्रस्थ काट दृश्य (क्रॉस-सेक्शन व्यू), एवं (c) मशीनिंग पश्चात् मल्टी-टिप टूल इलेक्ट्रोड का त्रि-आयामी दृश्य (3डी व्यू). (श्रेय : शानू व दीक्षित, २०२५)
अनुप्रयोग बढ़ते जाने के कारण काँच और सिरेमिक जैसे सहज टूटने वाले अर्थात भंगुर (ब्रिटल) पदार्थों की माँग तेज़ी से बढ़ रही है । दैनंदिन उपयोग की वस्तुएँ, जैसे कि घर के थाली-कटोरे एवं स्मार्टफोन की स्क्रीन से लेकर जटिल चिकित्सा (मेडिकल) और औद्योगिक उपकरणों तक, ये पदार्थ अत्यावश्यक हो गए हैं। इन्हें बनाने में लगने वाली अभियांत्रिकी कुशलता और परिशुद्धता (प्रिसीजन) सराहने योग्य होती है। पतली काँच में, उसके बिना टूटे किए गए हर सटीक छेद और सिरेमिक पर बनी हर सूक्ष्म नलिका के पीछे पदार्थ विज्ञान में वर्षों की गई नवाचार (इनोवेशन) की खोज है, जिसमें निर्माण प्रक्रिया के हर चरण को परिष्कृत किया गया है। चूँकि उपकरण उत्तरोत्तर छोटे और अधिक जटिल होते जा रहे हैं, इसलिए भंगुर पदार्थों में और भी छोटे छेद करना आवश्यक होता जा रहा है।
संकीर्ण (पतले) लेकिन गहरे छेदों के लिए पारंपरिक ड्रिलिंग तकनीकें असफल होती हैं। इनसे कभी पदार्थ टूट जाते हैं, तो कभी पदार्थ की सतह खुरदरी बन जाती है या कभी ड्रिलिंग के बाद पदार्थ के रहने वाले अवशेष (डेब्री) के जमा होने पर ये तकनीके काम करना बंद कर देती हैं। हाल के अध्ययनों के अनुसार, पदार्थ में छेद करने के लिए बिजली के छोटे स्फुलिंग (स्पार्क) और ध्वनि तरंगों का उपयोग करने वाली अल्ट्रासोनिक-असिस्टेड इलेक्ट्रोकेमिकल डिस्चार्ज मशीनिंग (यूए-ईसीडीएम) सबसे प्रभावी तकनीक है। नवागत प्रयोगों ने यह दर्शाया है कि यह तकनीक भंगुर पदार्थों में सटीक छेद करने में अत्यधिक प्रभावी है, परन्तु यूए-ईसीडीएम को इतना कुशल बनाने के पीछे का मूल तंत्र (अंडरलाइंग मैकेनिज़्म) अब तक स्पष्ट नहीं था।
भारतीय प्रौद्योगिकी संस्थान मुंबई (आईआईटी मुंबई) के अनुराग शानू और प्राध्यापक प्रदीप दीक्षित के एक नए अध्ययन ने अब इस तकनीक पर प्रकाश डाला है।
आईआईटी मुंबई के यांत्रिकी अभियांत्रिकी विभाग के इस अध्ययन का नेतृत्व करने वाले प्रा.प्रदीप दीक्षित कहते हैं, “जहाँ पहले के अध्ययनों ने मुख्य रूप से प्रयोगात्मक परिणामों पर ध्यान केंद्रित किया था, जैसे कि मशीनिंग की गहराई (छेद या खाँचे की गहराई), वहीं उन्होंने अल्ट्रासोनिक कंपन के माध्यम से मशीनिंग प्रदर्शन में सुधार के वास्तविक तंत्र की व्याख्या नहीं की थी। इलेक्ट्रोलाइट के प्रवाह और अवशेष की गतिशीलता (डेब्री डायनामिक्स) का विश्लेषण करके, हम अवशेष को हटाने की क्षमता में सुधार करने में इस तकनीक और कंपन आयाम (वाइब्रेशन एम्प्लीट्यूड) के प्रभाव को समझ सके।”
धातुओं में, छेद जैसी सूक्ष्म विशेषताओं (माइक्रोफीचर्स) का निर्माण विद्युत-मशीनिंग तकनीकों या लेजर-आधारित काटने से किया जा सकता है, क्योंकि वे पदार्थ विद्युत का चालन (कंडक्ट) करते हैं और उन पदार्थोंसे ऊष्मा (ताप) को कुशलता से हटाया जा सकता हैं। परन्तु, काँच और सिरेमिक जैसे अचालक (नॉन-कंडक्टिंग) पदार्थों में यह संभव नहीं है, क्योंकि विद्युत मशीनिंग तकनीक पदार्थ के माध्यम से विद्युत प्रवाह पर निर्भर करती है। इसी प्रकार, ऐसे पदार्थ की प्रकृति भंगुर और तापीय चालकता कम (लो थर्मल कंडक्टिविटी) होने के कारण, लेजर-आधारित काटना अक्सर अत्यधिक ऊष्मा और दरारें उत्पन्न करता है।
अचालक पदार्थों के लिए इलेक्ट्रोकेमिकल डिस्चार्ज मशीनिंग (ECDM) विधि का अधिकतर उपयोग होता है। इस विधि में पदार्थ को हटाने और छेद या कोई विशेषता (फीचर) बनाने के लिए लवण वाले या इलेक्ट्रोलाइट के घोल में विद्युत विसर्जनों (इलेक्ट्रिकल डिस्चार्ज) का उपयोग होता है। इसीडीएम छोटी-छोटी, नियंत्रित विद्युत बोल्ट (लाइटनिंग बोल्ट) उत्पन्न करती है जो घोल के साथ लगातार परस्पर क्रिया करते हुए काँच के छोटे-छोटे कणों को वाष्पीकृत (वेपोराइज़) कर देती हैं। यह निर्माण प्रक्रिया सरलता से चलने के लिए ताज़े इलेक्ट्रोलाइट घोल का ड्रिल की नोक तक प्रवाहित होना आवश्यक है। परंतु जैसे-जैसे छेद गहरा होता जाता है और पदार्थ का अवशेष (डेब्री) छेद को भर देता है, ताज़ा इलेक्ट्रोलाइट आसानी से भीतर नहीं बह पाता है।
इस सीमा को पार करने के लिए, यूए-ईसीडीएम ‘अल्ट्रासोनिक’ कंपन (ध्वनि तरंगों के साथ होने वाले कंपन) का समावेश करता है। ये ध्वनि तरंगें, जिनकी आवृत्ति (फ़्रीक्वेंसी) मानव श्रवण की ऊपरी सीमा से अधिक होती है, ईसीडीएम के प्रदर्शन को बढ़ाने के लिए सिद्ध हुई हैं। अपने नए शोध में, आईआईटी मुंबई के शोधकर्ताओं ने यूए-ईसीडीएम विधि श्रेष्ठ होने के कारण बताये हैं और यह प्रदर्शित किया हैं कि कंपन आयाम (वाइब्रेशन एम्प्लीट्यूड) को इष्टतम रखकर इस विधि की समग्र प्रभावशीलता को कैसे बढ़ाया जा सकता है। शोधकर्ताओं ने स्पष्टीकरण दिया है कि यूए-ईसीडीएम की श्रेष्ठता के पीछे का मूल सिद्धांत एक प्लन्जर (टोंटी साफ करने वाला उपकरण) से नाली खोलने जैसा है। नया शोध दिखाता है कि अल्ट्रासोनिक कंपनों की एक विशिष्ट आवृत्ति काँच के अवांछित अवशेष को हटाने में सहायता करती है, जिससे घोल अंदर बह सकता है। यह उसी प्रकार है जैसे प्लन्जर से दबाव में होने वाले लयबद्ध (रिदमिक) परिवर्तन पाइपों में जमी हुई रुकावटों को हटाने में सहायता करते हैं।
प्रा. दीक्षित बताते हैं, “कल्पना कीजिए कि पानी और चीनी के दानों से भरे एक बड़े गिलास के अंदर एक छोटा गिलास ऊपर और नीचे ले जाया जा रहा है। जैसे ही छोटा गिलास चलता है, पानी और चिनी के दाने विस्थापित होते हैं और घूमने लगते हैं। इसी तरह, यूए-ईसीडीएम में, उपकरण से आने वाला अल्ट्रासोनिक कंपन इलेक्ट्रोलाइट पर सूक्ष्म स्तर पर बल लगाता है। यह गति मशीनिंग के कारण उत्पन्न रिक्त स्थान (मशीनिंग गैप) से पदार्थ के अवशेष को हटाती है तथा ताज़े इलेक्ट्रोलाइट का परिसंचरण (सर्कुलेशन) करती है।”
प्रा. दीक्षित आगे बताते हैं, “अल्ट्रासोनिक उत्तेजना (एजिटेशन) लागू करने के पश्चात अवशेष हटाने की दक्षता में भारी सुधार हुआ। इसके परिणामस्वरूप पारंपरिक ईसीडीएम पद्धति की तुलना में पदार्थ को हटाने की दर (मटीरियल रिमूवल रेट) में 33% की वृद्धि हुई है।”
प्रक्रिया के तंत्रों को समझना शोधकार्य का केवल एक भाग था। शोधकर्ताओं का उद्दिष्ट दक्षता बढ़ाने के लिए कंपन आयाम (वाइब्रेशन एम्प्लीट्यूड) को अनुकूलित (ऑप्टिमाइज़) करना भी था। कम कंपन आयामों पर, पदार्थ के अवशेष को प्रभावी ढंग से हटाने के लिए द्रव का परिसंचरण (फ्लूइड सर्कुलेशन) पर्याप्त शक्तिशाली नहीं होता है, जबकि अधिक आयामों पर, अत्यधिक उत्तेजना (एजिटेशन) उपकरण और कार्यवस्तु (टूल एवं वर्कपीस) को नुकसान पहुँचा सकती है। इस समस्या का समाधान करने के लिए, शोधकर्ताओं ने विभिन्न कंपन आयामों पर इलेक्ट्रोलाइट प्रवाह और अवशेषों की गति का विश्लेषण करने हेतु एक त्रि-आयामी संख्यात्मक अनुरूपण (3D न्यूमेरिकल सिमुलेशन) किया।
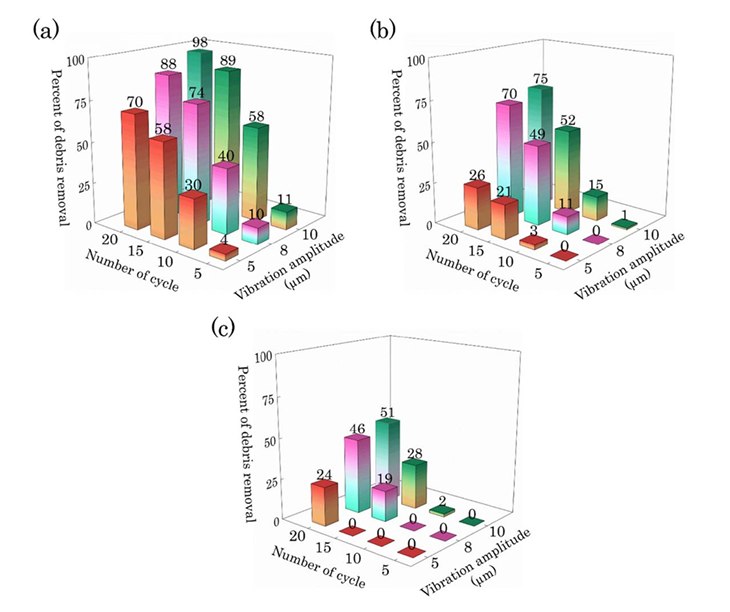
संख्यात्मक अनुरूपण के परिणाम यह प्रदर्शित करते हैं कि अधिक प्रबल अल्ट्रासोनिक कंपन विभिन्न आयामों पर पदार्थ के अवशेषों को भिन्न-भिन्न दक्षता के साथ बाहर निकालते हैं। यह ऊपर दिए गए चित्र में दर्शाया गया है। जब उपकरण उच्च आयामों (लगभग 8–10 माइक्रोमीटर) पर कंपन कर रहा था, तो लगभग पदार्थ अवशेष के सभी कण कुछ ही कंपन चक्रों के पश्चात, सूक्ष्म छेदों के अंदर गहराई से भी निकल गए थे। कम आयामों पर, पदार्थ के अवशेष रिक्त स्थान में बने रहते है और उसे अवरुद्ध (क्लॉग) कर सकते है। तथापि कंपन शक्ति एक विशिष्ट मात्रा से अधिक होने पर प्रक्रिया में लाभ कम होने लगते हैं। यह निरीक्षण सुझाता है कि कंपन का एक इष्टतम स्तर है जिस पर प्रणाली को अत्यधिक उत्तेजित किए बिना पदार्थ के अधिकतम अवशेष हटाना संभव हो सकता है।
परिणामों के सत्यापन के लिए, शोधकर्ताओंने भौतिक प्रायोगिक अवलोकनों (फिजिकल एक्सपेरिमेंटल ऑब्ज़र्वेशन्स) के माध्यम से भी मापदंडों (मैट्रिक्स) की पुष्टि की। प्रयोग व्यवस्था में एक से अधिक नोक वाले उपकरण (मल्टी-टिप टूल) का उपयोग करके 1.1 मिलीमीटर मोटी काँच में नौ आर-पार छेद किए गए। धातु के उपकरण को 20 किलोहर्ट्ज़ (प्रति सेकंड 20,000 से अधिक बार) की आवृत्ति पर 5–10 माइक्रोमीटर के अंतर तक ऊपर और नीचे हिलाया गया। अल्ट्रासोनिक कंपनों ने सूक्ष्म छेदों के भीतर के इलेक्ट्रोलाइट को उत्तेजित किया, जिसके परिणामस्वरूप उपकरण की नोक तक द्रव परिसंचरण में उल्लेखनीय सुधार हुआ।
कुल मिलाकर, इस प्रक्रिया ने पदार्थ के ड्रिलिंग उपरांत रहने वाले अवशेषों को हटाना प्रभावशाली रूप से 50% तक बढ़ा दिया। इस पूरी प्रक्रिया का उच्च गति कैमरों एवं एनर्जी-डिस्पर्सिव स्पेक्ट्रोस्कोपी तकनीक का उपयोग करके निरीक्षण किया गया। एनर्जी-डिस्पर्सिव स्पेक्ट्रोस्कोपी तकनीक में एक विशेष माइक्रोस्कोप होता है जो किसी पदार्थ की मूलतत्व संरचना (एलिमेंटल कंपोजीशन) का पता लगा सकता है। जर्नल ऑफ द इलेक्ट्रोकेमिकल सोसाइटी में प्रकाशित निष्कर्षों ने यह उजागर किया कि अल्ट्रासोनिक कंपन कैसे और किस आयाम पर कटाई के क्षेत्रों में पदार्थ के अवांछित अवशेषों को हटाने की दक्षता को बढ़ाते हैं। परिणामस्वरूप, बने छेदों का गहराई-से-व्यास का अनुपात 2.5 था, जिसका अर्थ है कि वे अपनी चौड़ाई से 2.5 गुना गहरे थे। अतः ये छेद पारंपरिक ईसीडीएम से बने छेदों की तुलना में लगभग 33% अधिक गहरे थे और उनका गहराई-से-व्यास का अनुपात 16% अधिक था।
प्रोफेसर दीक्षित का कहना है, “सोडालाइम, बोरोसिलिकेट काँच, फ्यूज्ड सिलिका, पॉलीमर-आधारित कंपोजिट और एल्यूमिना जैसे अचालक पदार्थों में गहरे और सटीक सूक्ष्म विशेषताओं (माइक्रोफीचर्स), जैसे कि ब्लाइंड/आर-पार छेद/चैनल आदि की आवश्यकता होती है। इन सभी के लिए यूए-ईसीडीएम उपयोगी है। इंडक्टर, थ्रू-ग्लास वायाज़ (TGV) आधारित MEMS सेंसरों की 3D पैकेजिंग, माइक्रोफ्लुइडिक उपकरण, और लैब-ऑन-चिप जैसे एम्बेडेड एकीकृत निष्क्रिय उपकरण (एम्बेडेड इंटीग्रेटेड पैसिव डिवाइसेज) इस तकनीक के विशेष अनुप्रयोगों में सम्मिलित हैं।”
यह शोध ड्रिल उपकरण के घिसाव को कम करते हुए प्रक्रिया को पदार्थ में एक साथ कई, गहरे छेद करने में सक्षम बनाकर विनिर्माण (मैन्युफैक्चरिंग) की कई महत्वपूर्ण चुनौतियों का समाधान करता है। हालाँकि, शोधकर्ता यह बताते हैं कि छेद के प्रारंभिक आकार (ओपनिंग साइज़) को और कम करने में ड्रिल उपकरण की नोक का आकार (टूल टिप डाइमेंशन) एक बड़ी सीमा बनी हुई है। उनके अध्ययन में प्राप्त की जा सकने वाली उपकरण की सबसे छोटी नोक 150 माइक्रोमीटर थी, और यह बाधा उपकरण निर्माण प्रक्रिया से ही उत्पन्न होती है। वर्तमान में उपकरण वायर इलेक्ट्रिक डिस्चार्ज मशीनिंग (वायर-ईडीएम) का उपयोग करके निर्मित किए जाते हैं, जिसमें अति-सूक्ष्म विशेषताओं को बनाने में अंतर्निहित सीमाएँ होती हैं।
अतः, यद्यपि इष्टतम (ऑप्टिमाइज़्ड) यूए-ईसीडीएम के उपयोग से और भी बारीक़ विशेषताए (फाइनर फीचर्स) बनाई जा सकती हैं, फिर भी छेद का न्यूनतम आकार प्रायः उपकरण की नोक के आकार पर ही निर्भर रहने की संभावना है। भविष्य में शोध दल की एल्यूमिना सिरेमिक पर कार्य का विस्तार करने की योजना है। एल्यूमिना सिरेमिक में विद्युत रोधन (इलेक्ट्रिकल इंसुलेशन) एवं अच्छी तापीय चालकता के गुण हैं परंतु वह काँच की तुलना में मशीनिंग करने में अधिक कठिन है। आज पदार्थ अभियांत्रिकी से वस्तुओं के लघुकरण (मिनिएचराइज़ेशन) की सीमाएं आगे बढ़ रही हैं। कभी-कभी बस सही मात्रा के कंपन में भी इस क्षेत्र की बड़ी प्रगति छिपी हुई हो सकती है।

 बायें की ओर ऊपरी भाग में पवनचक्की (२) प्रतिमा के मध्य में उपस्थित वाहन (३) छोटा पुल श्रेय: अध्ययन के लेखक")


")


")




 प्रवाह चक्र")


 प्रतिरूपण")
 का समाधान वैलीट्रॉनिक्स")
 विकीरण")




")
 माध्यम से संभव होगा गंध का ज्ञान एवं संश्लेषण")

