

Microscopic images of multiple through holes in the glass substrate, (a) top view, (b) cross-section view, and (c) 3D view of the multi-tip tool electrode after machining. (Credits: Shanu and Dixit, 2025)
With expanding applications, the demand for brittle materials such as glass and ceramic products is growing sharply. From everyday items such as household cutlery and smartphone screens to complex medical and industrial devices, these materials have become indispensable. Yet, we rarely appreciate the engineering and precision that goes into fabricating them. Imagine trying to drill a hole as thin as a human hair in a glass without it cracking. Behind every precision hole in a thin glass sheet and microscopic channels on a ceramic, there are years of material innovation, refining every step of the fabrication process. As devices get progressively smaller and more complex, it becomes necessary to drill even tinier holes in brittle materials.
Conventional drilling techniques start to fail further for narrow but deep holes, either cracking the material, creating rough surfaces, or simply ceasing to work when debris accumulates. The most effective technique, according to recent studies, is Ultrasonic-Assisted Electrochemical Discharge Machining (UA-ECDM), which uses tiny electric sparks and sound waves to drill into the material. While recent experiments have demonstrated that this technique is highly effective at drilling precise holes in brittle materials, the underlying mechanism behind what makes UA-ECDM so efficient has remained unclear until now.
A new study by Anurag Shanu and Prof Pradeep Dixit from the Indian Institute of Technology Bombay (IIT Bombay) has now plugged this gap.
“While earlier studies focused mainly on the experimental results, like machining depth (the depth of the hole or groove), they did not explain the actual mechanism of improvement in machining performance through ultrasonic vibration. By analysing electrolyte flow and debris dynamics, we could explain the fundamental mechanism and the effect of vibration amplitude in improving the debris removal efficiency,” noted Prof. Pradeep Dixit, Associate Professor, Department of Mechanical Engineering at IIT Bombay, who led the study.
In metals, microfeatures such as holes can be created using electrical-machining techniques or laser cutting, as they conduct electricity and dissipate heat efficiently. But when it comes to non-conducting materials like glass and ceramics, that’s not possible, since electrical machining relies on the flow of current through the material. Similarly, laser cutting often causes excessive heat and cracks due to the brittle nature and low thermal conductivity of such materials.
For non-conductive materials, the preferred method is electrochemical discharge machining (ECDM), which uses electrical discharges in a salty or electrolyte solution to remove material and create a hole or a feature. ECDM creates tiny, controlled lightning bolts that vaporise tiny bits of glass as they continuously interact with the solution. Here, fresh electrolyte solution must flow to the tip of the drill for a smoother fabrication process. But as the hole gets deeper and debris fills the hole, fresh electrolyte cannot flow in easily.
To overcome this limitation, UA-ECDM introduces ultrasonic vibrations. These sound waves, whose frequency is above the upper limit of human hearing, are proven to enhance ECDM’s performance. In their new research, IIT Bombay researchers explain why UA-ECDM is superior and demonstrate how optimising the vibration amplitude can enhance the overall effectiveness.
The researchers explain that the basic principle behind UA-ECDM’s superiority is akin to unclogging a drain with a plunger. The new research shows that a particular frequency of ultrasonic vibrations helps dislodge the debris, allowing the solution to flow in. This is similar to how rhythmic pressure changes from a plunger help dislodge stubborn blockages in pipes.
“Imagine a small glass being moved up and down inside a bigger glass filled with water and sugar crystals. As the small glass moves, the water and crystals get displaced and circulated. Similarly, in UA-ECDM, ultrasonic vibration from the tool applies force on the electrolyte at a microscopic scale. This motion removes the debris from the machining gap and circulates fresh electrolyte. The overall sludge removal efficiency was drastically improved after applying the ultrasonic agitation. It has resulted in a 33% higher material removal rate compared to the conventional ECDM approach,” explains Prof. Dixit.
Understanding the process mechanisms was just a part of the puzzle. Researchers also intended to optimise the vibration amplitude to enhance the efficiency. At low amplitudes, the fluid circulation may not be strong enough to clear debris effectively, while at higher amplitudes, excessive agitation can damage the tool and workpiece. To address this, researchers performed a 3D numerical simulation to analyse the electrolyte flow and debris movement at various vibration amplitudes.
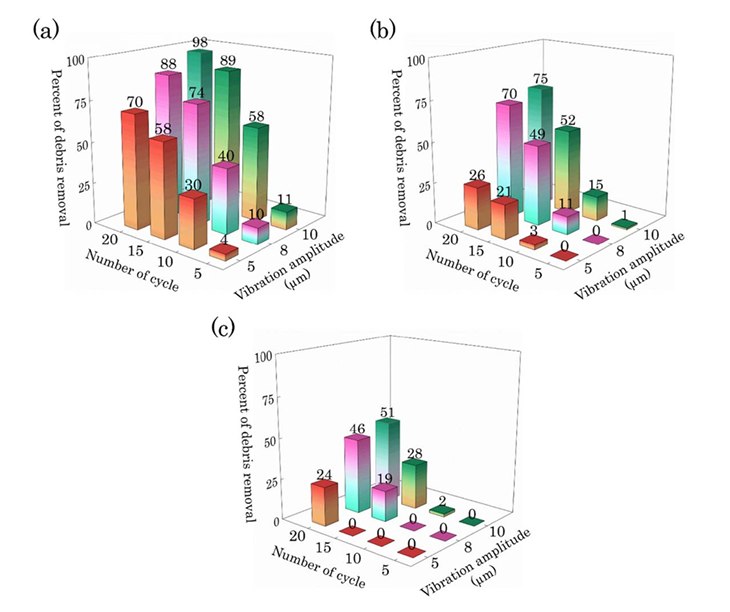
The simulation results, as shown in the figure above, demonstrate that stronger ultrasonic vibrations flush out debris with varying efficiency at different amplitudes. When the tool vibrated at higher amplitudes (around 8–10 micrometres), nearly all debris particles were cleared within a few vibration cycles, even from deep inside the microholes. At lower amplitudes, debris tended to linger and clog the gap. However, the gains tapered off beyond a certain vibration strength, suggesting there’s an optimal level at which debris removal is maximised without over-agitating the system.
To verify and validate the results, they also confirmed the metrics by conducting physical experimental observations. The experiment setup included nine through-holes in a 1.1-millimetre-thick glass substrate using a multi-tip tool. The metal tool was shaken up and down at 20 kHz (over 20,000 times per second) with strokes of 5–10 μm. The ultrasonic vibrations agitated the electrolyte within the microscopic holes, resulting in a substantial improvement in fluid circulation to the tool's tip.
Overall, this process enhanced the debris removal by an impressive 50%. The process was captured using high-speed cameras and energy-dispersive spectroscopy (EDS), which is a specialised microscope that can detect the elemental composition of a material. The findings, published in the Journal of the Electrochemical Society, revealed exactly how ultrasonic vibrations, and at what amplitude, maximise the debris removal efficiency at the cutting zones. The resulting holes had aspect ratios (depth-to-diameter ratio) of 2.5, meaning they were 2.5 times as deep as their width. As a result, holes were about 33% deeper and had a 16% higher aspect ratio than those in conventional ECDM.
“UA-ECDM is useful wherever deep and precise microfeatures such as blind/through-holes/channels, etc, are needed in nonconducting materials like sodalime, borosilicate glass, fused silica, polymer-based composites, and alumina. Specific applications include the embedded integrated passive devices such as inductors, through-glass vias (TGVs)-based 3D packaging of MEMS sensors, microfluidic devices, and lab-on-chip applications,” says Prof. Dixit.
The research addresses several critical manufacturing challenges by enabling the simultaneous drilling of multiple, deeper holes while reducing tool wear. However, researchers note that the tool tip dimension remains a major limitation in reducing the opening size of the hole further. The smallest tool tip achievable in their study was 150 micrometres, and this constraint arises from the tool fabrication process itself. The tools are currently manufactured using wire electric discharge machining (wire-EDM), which has inherent limitations in creating ultra-fine features.
Therefore, even though the optimised UA-ECDM may allow for even finer features, the minimum hole size may remain dependent on the size of the tool tip. Going forward, the research team is extending their work into alumina ceramics, which combine electrical insulation with good thermal conductivity but are much more difficult to machine than glass. As material engineering continues to push the boundaries of miniaturisation, the biggest advances come from the smallest of feats, sometimes with the right amount of vibrations.
















 and Radial alignment of cells on a soft inhomogeneous substrate with an embedded glass bead at the center (right half) Credits: Michael Morse via pexels and Dr Akshada Khadpekar. (Lead author of the study)")






. (A) Dorsal View, (B) Ventral view, (C) Profemur, (D) Head and (E) Tarsal Claw. Credit: Authors")
